激光头喷嘴在激光切割过程中,通过收集电容信号,经陶瓷环将其传送到信号处理器,从而保持激光切管机在切割过程中激光头对工件的距离跟踪,引导气体顺利通过被切割工件,并在喷嘴出口附件形成高压,加快切割速度,带走熔渣,保护激光头内部镜片。
喷嘴种类
一般激光切割喷嘴分为单、双层,单层喷嘴用于熔化切割,即用氮气做辅助气体,通常用于切割不绣钢、铝合金、黄铜等;双层喷嘴一般用于氧化切割,即使用氧气作辅助气体,通常用于切割碳钢。

喷嘴尺寸选择
喷嘴直径大小决定了进入切口的气流形状、气体扩散面积、气体流速,从而影响了熔融物去除、切割稳定情况。进入切口的气流量大、速度快、工件在气流中的位置恰当,喷射去除熔融物的能力越强。
用户根据所用激光器功率和所切金属板材厚度,进行喷嘴尺寸的选择。理论上,板材越厚,喷嘴应使用越大,比例阀设置压力越大,流量越大,确保压力,才能切割出正常断面效果。
不同功率喷嘴选择
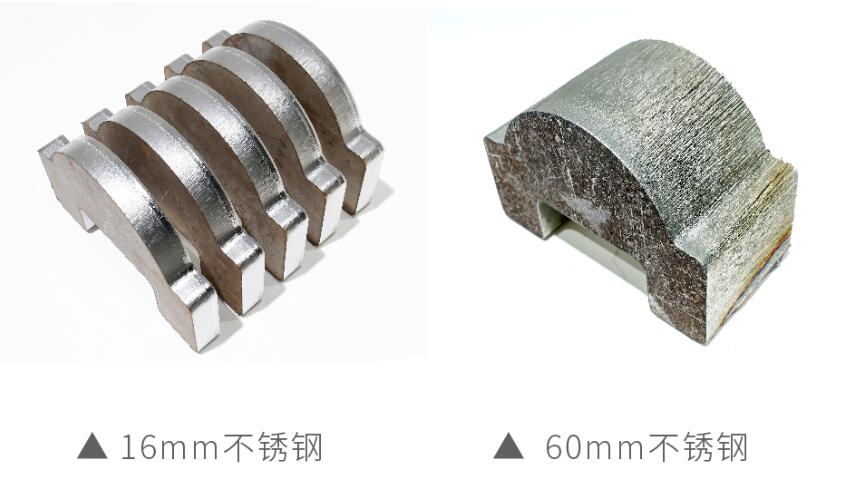
激光器功率≤6000W
切割碳钢,喷嘴规格直径一般为双层S1.0~5.0E;
切割不锈钢,选用普通规格WPCT单层喷嘴;
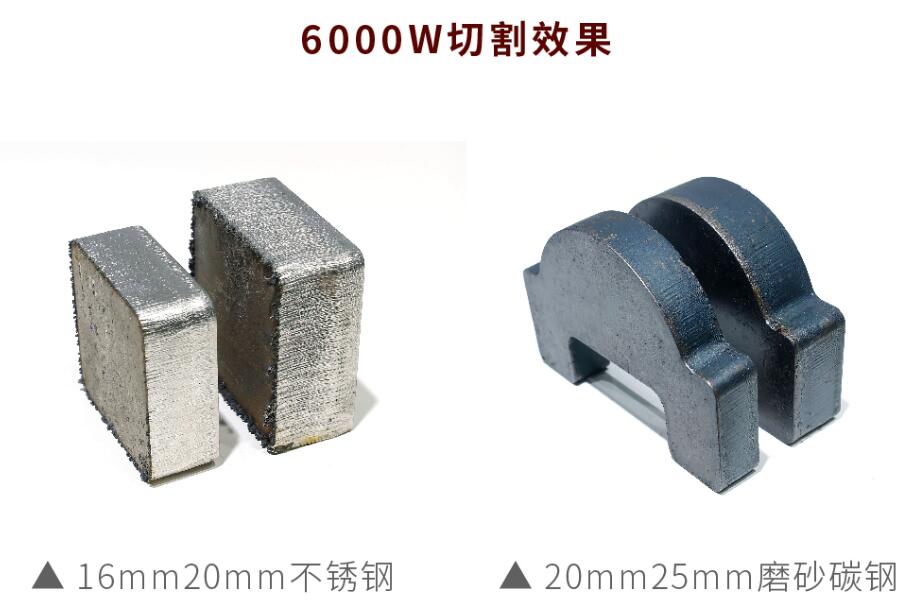
激光器功率≥6000W
切割碳钢,10~25mm碳钢亮面切割,选用切割喷嘴规格直径一般为双层高速E型S1.2~1.8E;单层扇型直径一般选用D1.2~1.8;
切割不锈钢,选用普通规格WPCT单层喷嘴;